









Common Lamination Defects and How to Fix Them
Why Lamination Defects Matter in Flexible Packaging
Lamination quality directly affects the performance, appearance, and reliability of flexible packaging. When the lamination process is unstable, the final packaging may show delamination, bubbles, wrinkles, curling, tunneling, poor bond strength, or uneven adhesive coating.
These defects can cause material waste, production downtime, customer complaints, and downstream problems during slitting or bag making. For packaging manufacturers, understanding common lamination defects and how to fix them is essential for improving production stability and reducing waste.
In flexible packaging production, lamination is usually positioned after printing and before slitting or pouch making. If problems occur during lamination, the quality of the entire production workflow may be affected. A stable Laminating Machines setup should work together with proper adhesive selection, material control, web tension, curing conditions, and operator adjustment.
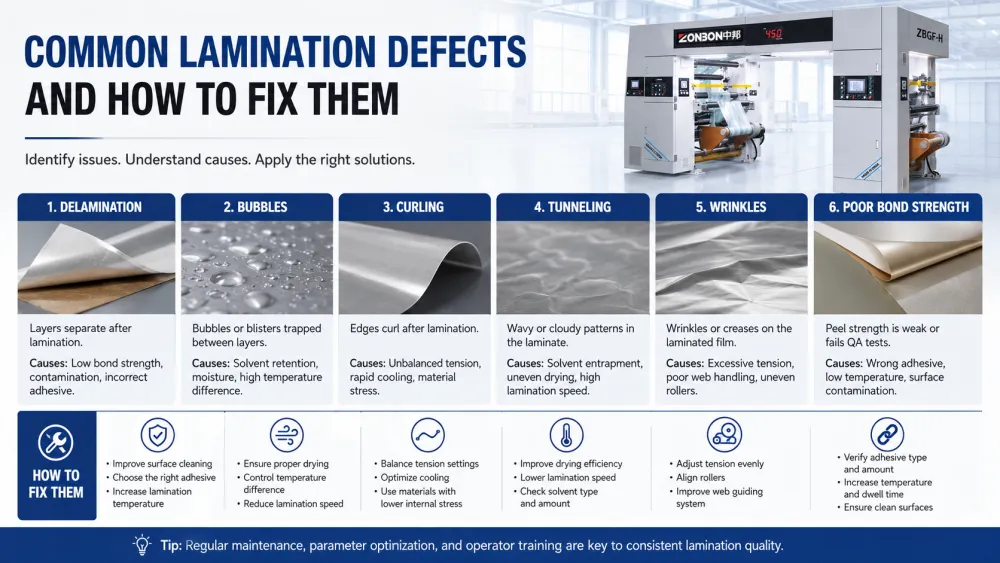
Delamination: Layers Separate After Lamination
Delamination is one of the most common lamination defects. It happens when two laminated layers separate partially or completely because the bond strength is not sufficient.
Common Causes of Delamination
- Poor film surface treatment or low surface tension
- Incorrect adhesive selection for the material structure
- Insufficient adhesive coating weight
- Incorrect mixing ratio of two-component adhesive
- Insufficient curing time or curing temperature
- Contamination on the film surface
- Excessive residual solvent in dry lamination
- Improper nip pressure or laminating temperature
How to Fix Delamination
- Check film surface tension before production.
- Select adhesive according to substrate structure and end-use application.
- Confirm adhesive coating weight and coating uniformity.
- Verify adhesive mixing ratio and pot life.
- Allow enough curing time before slitting or bag making.
- Keep materials clean and avoid dust, oil, or moisture contamination.
- Adjust nip pressure and laminating temperature according to process requirements.
For manufacturers comparing different lamination methods, delamination control should be considered together with material structure and adhesive system. Solventless and dry lamination may require different process settings and troubleshooting methods.
Bubbles and Air Entrapment in Lamination
Bubbles appear as trapped air, gas, or uneven bonding areas between laminated layers. They can affect package appearance and may reduce final bond strength.
Common Causes of Bubbles
- Air trapped between substrates during lamination
- Uneven adhesive coating
- Incorrect nip pressure
- High production speed without proper web contact
- Residual solvent or moisture vapor
- Poor substrate flatness
- Incompatible adhesive viscosity
How to Fix Bubbles
- Adjust nip pressure to improve contact between layers.
- Check adhesive viscosity and coating uniformity.
- Reduce production speed if air cannot escape properly.
- Improve web tension and alignment before the laminating nip.
- Ensure dry lamination has sufficient drying performance.
- Store substrates properly to avoid moisture-related problems.
- Check whether the adhesive is suitable for the film structure.
Bubbles are often related to coating, drying, tension, and nip conditions. Operators should not adjust only one parameter blindly; instead, they should check the full lamination process step by step.
Curling After Lamination
Curling occurs when laminated material bends or curls instead of remaining flat. This defect may create problems during slitting, bag making, and final packaging production.
Common Causes of Curling
- Different tension levels between two substrates
- Material thickness imbalance
- Improper web tension control during lamination
- Excessive drying temperature
- Uneven shrinkage between layers
- Incorrect winding tension
- Structure design not suitable for the application
How to Fix Curling
- Balance web tension between the primary and secondary substrates.
- Check whether material thickness and structure design are reasonable.
- Reduce excessive drying temperature where applicable.
- Optimize winding tension after lamination.
- Allow proper curing and relaxation time before downstream processing.
- Test different material combinations if curling remains serious.
Curling is not only a machine adjustment issue. In many cases, it is also related to material structure and tension balance. Good tension control is especially important when laminated rolls are later processed by Slitting Machines.
Tunneling in Laminated Flexible Packaging
Tunneling refers to localized separation between laminated layers, usually appearing as channel-like or tunnel-shaped defects. It often becomes visible after curing, winding, or storage.
Common Causes of Tunneling
- Insufficient bond strength
- Incompatible adhesive and substrate combination
- Poor curing conditions
- High internal stress in the laminated structure
- Excessive winding tension
- Uneven coating or dry spots
- Residual solvent in dry lamination
How to Fix Tunneling
- Improve adhesive coating uniformity.
- Check adhesive compatibility with both substrates.
- Optimize curing time and curing temperature.
- Reduce winding tension if the roll is too tight.
- Confirm proper drying performance in dry lamination.
- Review material structure for internal stress imbalance.
- Use suitable adhesive for high-stress or high-barrier structures.
Tunneling is often linked to stress release after lamination. For complex structures, especially high-barrier or foil-related packaging, dry lamination process control may require closer attention.
Wrinkles During Lamination
Wrinkles appear as folded or uneven areas in the laminated roll. They can reduce appearance quality and may cause downstream problems during slitting and bag making.
Common Causes of Wrinkles
- Unstable web tension
- Misaligned web guiding system
- Uneven substrate thickness
- Improper roller parallelism
- Incorrect nip pressure
- Static electricity
- Poor winding control
How to Fix Wrinkles
- Check web tension from unwinding to rewinding.
- Adjust web guiding and edge alignment.
- Inspect roller parallelism and roller surface condition.
- Optimize nip pressure across the web width.
- Use anti-static measures if static electricity is causing web instability.
- Check substrate quality before lamination.
- Control winding tension to avoid roll deformation.
Wrinkle control is important for the whole flexible packaging workflow. If wrinkles remain in laminated rolls, they may cause quality problems when the material enters Bag Making Machines.
Poor Bond Strength
Poor bond strength means the laminated layers are attached but do not reach the required bonding performance. This defect may not always be visible immediately, but it can cause serious quality issues after slitting, pouch forming, filling, or transportation.
Common Causes of Poor Bond Strength
- Incorrect adhesive type
- Insufficient adhesive coating weight
- Incorrect adhesive mixing ratio
- Expired adhesive or poor storage conditions
- Poor film surface treatment
- Insufficient drying in dry lamination
- Insufficient curing time
- Incompatible ink, adhesive, and film combination
How to Improve Bond Strength
- Select adhesive based on substrate, ink, and final packaging application.
- Check coating weight regularly during production.
- Confirm adhesive mixing accuracy and pot life.
- Test surface treatment before lamination.
- Ensure solvent is properly removed in dry lamination.
- Allow enough curing time before bond strength testing.
- Check compatibility between printed ink and adhesive.
Bond strength should be evaluated based on the final packaging requirement. Food packaging, pet food packaging, pharmaceutical packaging, and high-barrier structures may require different performance standards.
Uneven Adhesive Coating
Uneven adhesive coating can cause many lamination defects, including bubbles, delamination, poor bond strength, white spots, and appearance inconsistency. Stable coating is one of the most important requirements for high-quality lamination.
Common Causes of Uneven Coating
- Incorrect coating roller setting
- Adhesive viscosity fluctuation
- Contaminated coating roller
- Worn or damaged coating components
- Unstable adhesive supply
- Speed mismatch between coating and web movement
- Poor substrate surface condition
How to Fix Uneven Adhesive Coating
- Clean coating rollers and related components regularly.
- Monitor adhesive viscosity during production.
- Check coating gap and coating pressure settings.
- Replace worn coating parts when necessary.
- Maintain stable adhesive supply and mixing conditions.
- Inspect substrate surface quality before production.
- Record coating weight and machine parameters for future reference.
Blocking After Lamination
Blocking happens when layers stick together unintentionally inside a roll. It may occur during winding, storage, or curing and can make the roll difficult to unwind during downstream processing.
Common Causes of Blocking
- Excessive winding tension
- Incomplete curing
- High storage temperature
- Excessive adhesive transfer
- Residual solvent in dry lamination
- Unsuitable film surface properties
How to Fix Blocking
- Reduce winding tension to avoid excessive roll pressure.
- Allow sufficient curing time before downstream use.
- Control storage temperature and humidity.
- Check adhesive coating weight.
- Ensure proper drying in dry lamination.
- Test film and adhesive compatibility before mass production.
Odor or Residual Solvent Problems
Odor problems are especially important in food packaging and other sensitive applications. In dry lamination, residual solvent may occur if the drying system is not properly controlled. In other processes, odor may also come from adhesive, ink, substrate, or poor curing.
Common Causes of Odor Issues
- Insufficient drying in dry lamination
- Too much solvent retained in the laminate
- Incorrect adhesive or ink selection
- Insufficient curing
- Poor ventilation or storage conditions
- Material contamination
How to Reduce Odor Problems
- Improve drying tunnel temperature and airflow settings.
- Check residual solvent level when using dry lamination.
- Select food-packaging-suitable adhesive and ink systems.
- Allow adequate curing and ventilation time.
- Store laminated rolls under suitable conditions.
- Work with material suppliers to verify compatibility.
When odor control is a major concern, manufacturers often compare Solventless Laminating Machines and Dry Laminating Machines based on product structure, environmental requirements, and final packaging standards.
How to Prevent Lamination Defects
Most lamination defects can be reduced through systematic process control. Instead of solving each problem only after it appears, manufacturers should build stable production habits and quality inspection procedures.
- Check film surface treatment before lamination.
- Use adhesive suitable for the material structure and final product.
- Control adhesive mixing ratio, viscosity, and pot life.
- Keep coating weight stable across the web width.
- Maintain proper drying conditions for dry lamination.
- Balance web tension between different substrates.
- Control nip pressure, roller temperature, and winding tension.
- Allow enough curing time before slitting or bag making.
- Record process parameters for repeat orders.
- Train operators to identify early defect signals.
A stable lamination process is not created by one parameter alone. It depends on material, adhesive, machine condition, operator experience, and production environment working together.
Choosing the Right Lamination Process for Better Quality
Different lamination processes may have different quality control points. Solventless lamination focuses strongly on adhesive mixing, coating accuracy, curing, and material compatibility. Dry lamination also requires careful drying tunnel control, solvent evaporation, and exhaust management.
If the main goal is efficient production for common flexible packaging structures, solventless lamination is often worth considering. If the packaging involves foil layers, high-barrier structures, or special adhesive requirements, dry lamination may still be the better choice.
For manufacturers who are still comparing production methods, the article Solventless vs Dry Lamination can help evaluate process differences, costs, and application suitability. For a broader process overview, you can also refer to What Is Flexible Packaging Lamination?.
Conclusion
Common lamination defects such as delamination, bubbles, curling, tunneling, wrinkles, poor bond strength, uneven adhesive coating, blocking, and odor problems can affect both product quality and production efficiency. These problems are usually caused by material selection, adhesive control, surface treatment, drying conditions, web tension, curing, or winding settings.
To improve lamination quality, manufacturers should combine proper material testing, stable machine setup, accurate adhesive control, operator training, and systematic quality inspection. A well-controlled lamination process helps reduce waste, improve downstream converting efficiency, and produce more reliable flexible packaging products.
FAQ: Common Lamination Defects and Solutions
What are the most common lamination defects?
The most common lamination defects include delamination, bubbles, curling, tunneling, wrinkles, poor bond strength, uneven adhesive coating, blocking, and odor or residual solvent problems.
Why does delamination happen?
Delamination often happens because of poor surface treatment, incorrect adhesive selection, insufficient coating weight, poor curing, contamination, improper nip pressure, or residual solvent in dry lamination.
What causes bubbles in lamination?
Bubbles may be caused by trapped air, uneven adhesive coating, incorrect nip pressure, excessive production speed, residual solvent, moisture, poor substrate flatness, or unsuitable adhesive viscosity.
How can bond strength be improved?
Bond strength can be improved by selecting the correct adhesive, checking surface treatment, controlling coating weight, ensuring accurate adhesive mixing, improving drying conditions, and allowing enough curing time.
Why does laminated film curl?
Curling usually happens because of tension imbalance, material thickness differences, uneven shrinkage, excessive drying temperature, incorrect winding tension, or unsuitable structure design.
What causes tunneling in laminated packaging?
Tunneling is often caused by insufficient bond strength, incompatible adhesive and substrate combinations, poor curing, high internal stress, excessive winding tension, uneven coating, or residual solvent.
How can wrinkles be reduced during lamination?
Wrinkles can be reduced by stabilizing web tension, adjusting web guiding, checking roller parallelism, optimizing nip pressure, controlling static electricity, and improving winding conditions.
How can lamination defects be prevented?
Lamination defects can be prevented through proper material testing, correct adhesive selection, stable coating control, balanced web tension, suitable drying or curing conditions, and regular machine maintenance.





