









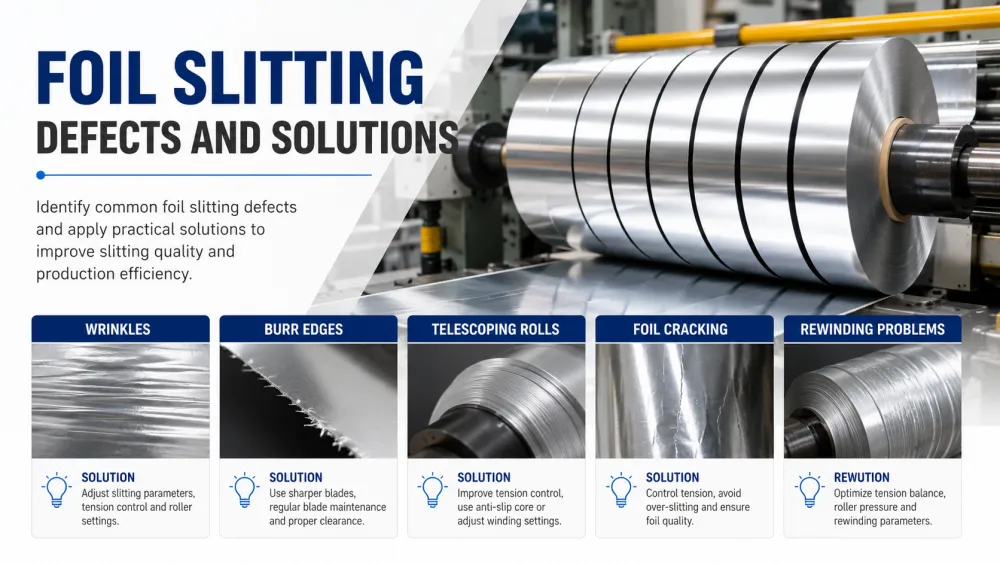
Foil Slitting Defects and Solutions
Why Foil Slitting Defects Matter
Aluminum foil and foil laminate materials are widely used in food packaging, pharmaceutical packaging, flexible packaging, and industrial applications. Compared with many plastic films, foil materials are thinner, less elastic, and more sensitive to tension changes during slitting and rewinding.
Even small process variations may create wrinkles, burr edges, telescoping rolls, foil cracking, or rewinding defects. These problems not only increase material waste but may also affect downstream laminating, pouch making, sealing quality, and product appearance.
Understanding the most common foil slitting defects and their solutions helps converters improve production consistency and reduce unnecessary scrap.
Wrinkles in Aluminum Foil Rolls
Wrinkles are among the most common defects in foil slitting. Unlike plastic films, aluminum foil tends to permanently retain deformation once wrinkles occur.
Common Causes
- Unstable web tension
- Poor roller alignment
- Uneven rewinding pressure
- Excessive machine vibration
- Improper unwind settings
Solutions
- Maintain stable tension throughout the slitting process
- Check roller parallelism regularly
- Optimize rewind pressure settings
- Inspect machine stability at high speeds
- Use appropriate tension settings for foil thickness
Stable web tension control in slitter rewinder machines is often the most effective way to reduce foil wrinkles.
Burr Edges
Burr edges refer to rough or irregular slit edges that reduce finished roll quality and may create handling issues during downstream production.
Common Causes
- Dull slitting knives
- Incorrect knife overlap settings
- Improper knife alignment
- Unsuitable slitting method
Solutions
- Replace or sharpen knives regularly
- Optimize knife overlap and clearance
- Use suitable knife materials for foil applications
- Verify slitting setup before production runs
In many foil applications, shear slitting is preferred because it usually produces cleaner edges than alternative cutting methods.
Telescoping Rolls
Telescoping occurs when rewound rolls shift sideways, creating unstable roll structures and transportation problems.
Common Causes
- Uneven rewind tension
- Poor roll hardness control
- Inconsistent winding pressure
- Machine vibration
Solutions
- Maintain consistent rewind tension
- Monitor roll hardness throughout production
- Improve rewinding stability
- Reduce machine vibration
Telescoping rolls can negatively affect pouch making, laminating, and packaging operations.
Foil Cracking
Foil cracking is a serious defect that may compromise barrier performance and package integrity.
Common Causes
- Excessive web tension
- Sharp tension fluctuations
- Overly aggressive rewinding pressure
- Mechanical damage during handling
Solutions
- Reduce overall tension settings
- Maintain smooth tension transitions
- Optimize winding hardness
- Inspect material handling systems
Thin-gauge foil materials require especially careful tension control to prevent cracking during production.
Uneven Rewinding
Uneven rewinding creates rolls that are too loose in some areas and too tight in others. This can reduce downstream converting efficiency and product quality.
Common Causes
- Poor rewind tension control
- Incorrect winding parameters
- Unstable material feeding
- Mechanical wear in rewind systems
Solutions
- Calibrate rewind tension systems regularly
- Adjust winding profiles according to material thickness
- Inspect rewind shafts and rollers
- Maintain consistent production speeds
Edge Curling
Edge curling occurs when slit foil edges curl inward or outward, making downstream processing more difficult.
Common Causes
- Uneven tension distribution
- Poor knife setup
- Material stress imbalance
Solutions
- Balance tension across the web
- Optimize knife settings
- Verify roller alignment
How Slitting Method Affects Foil Quality
Cutting method selection has a major impact on foil slitting quality. Different foil structures may respond differently to various knife systems.
For most packaging foil applications, shear slitting typically provides cleaner edges and better cutting precision than other methods.
This comparison of razor slitting vs shear slitting vs crush slitting explains how different cutting systems influence slitting performance.
Preventive Maintenance Tips for Foil Slitting
Preventive maintenance is one of the most effective ways to reduce foil slitting defects.
- Inspect knives regularly
- Monitor tension system performance
- Check roller alignment
- Maintain rewind system accuracy
- Keep machine components clean
- Train operators on foil-specific settings
Choosing the Right Foil Slitting Configuration
Material thickness, foil structure, roll width, rewinding requirements, and production speed all influence machine configuration.
For converters processing aluminum foil laminates used in food packaging, pharmaceutical packaging, and high-barrier flexible packaging, stable tension control and precise rewinding systems often have a greater impact on production quality than machine speed alone.
Buyers evaluating foil slitting machines should focus on long-term slitting stability, edge quality, and rewinding consistency.
FAQ: Foil Slitting Defects and Solutions
Why does aluminum foil wrinkle during slitting?
Wrinkles are usually caused by unstable web tension, poor rewinding stability, incorrect roller alignment, or excessive vibration.
What causes burr edges on foil rolls?
Burr edges are often caused by worn knives, incorrect knife alignment, improper knife overlap, or unsuitable cutting methods.
Why do foil rolls telescope?
Telescoping typically results from uneven rewind tension, poor roll hardness control, or unstable winding pressure.
How can foil cracking be prevented?
Maintaining stable tension, reducing excessive winding pressure, and avoiding sudden tension changes can help prevent foil cracking.
Which slitting method is best for aluminum foil?
For most packaging foil applications, shear slitting is generally preferred because it provides cleaner edges and better cutting precision.





